
Michelin and Bridgestone issue position paper on increasing use of rCB in tires
 On November 22, Michelin and Bridgestone publicly announced their collaboration on developing the recovered carbon black at the Smithers rCB Conference in Amsterdam.
On November 22, Michelin and Bridgestone publicly announced their collaboration on developing the recovered carbon black at the Smithers rCB Conference in Amsterdam.
Following the announcement, some work has been done by the companies to reach the circular goals set at the conference. In April 2022, Bridgestone and Michelin issued a position paper on increasing the use of recovered carbon black in tires to achieve a more sustainable mobility ecosystem. In this article, we provide the original document below:
I. Why the Call to Action?
Both Bridgestone and Michelin have publicly shared their respective ambitions to make their products more sustainable and ultimately manufacture their products using 100% sustainable materials by 2050. This journey has already begun and both companies have identified various challenges to overcome. One of the shared observations is focused on Pyrolysis as a solution to improve the recycling markets for End-of-Life Tires (ELTs). The core product of interest for the rubber industry that is obtained through the pyrolysis of ELT or other rubber goods containing carbon black is recovered Carbon Black (rCB).
Both companies have noticed a highly fragmented ELT pyrolysis marketplace, with a continuous inflow of new actors with new ELT pyrolysis technologies. These technologies are often proven at prototype scale but remain unproven at industrial scale. Moreover, most new pyrolysis actors are relatively small start-up companies that often have limited experience in supplying large industrial companies like Bridgestone and Michelin.
When discussing these challenges, we both realized that the tire industry has not clearly articulated to rubber industry actors the capacity, demand, and technical requirements of recovered materials. This together with limited guidelines that define and classify recovered materials may be a key reason as to why there is no established rCB marketplace today. For large industrial companies the key condition that enables the adoption of a new raw material is the existence of sufficient market actors to supply materials in large quantities and ensure quality is consistent and up to industry standards.
We both realize that if we waited to see how the rCB industry develops without active involvement of large consumers, it would be far from ideal and could slow growth. This could ultimately delay the further development of sustainability in the broader rCB industry. We therefore decided to make a joint effort that we entitled, “A Call to Action.”
We propose to collaborate actively with the recycling ecosystem, aiming to address the various challenges and find solutions that will boost the potential usage of recycled and recovered materials from ELT’s in technical rubber products, including tires.
II. What to Achieve?
The Initial focus will be on rCB, as carbon black is a major component of a tire (constituting ~20% applied as reinforcing filler). Also, the pyrolysis business is emerging, with several players offering products that can be used directly in rubber products.
Although the initial focus is on pyrolysis and rCB, additional sustainable materials that are obtained either from other types of end-of-life tire (ELT) recycling (Micronized Rubber Powder, reclaim, devulcanized rubber, etc.) or from ELT pyrolysis (e.g., recovered Oil) will be considered in future followup initiatives.
We will initially focus on ELT recycling initiatives in Europe and North America. We will, however, closely monitor all ELT Circularity initiatives globally, so that additional initiatives will be included in a timely fashion.
Waste to Product and HSE Status
Recovered Carbon Black will potentially substitute virgin Carbon Black (vCB) only in part. Moreover, recovered Carbon Black must comply with all current regulations applicable to CB in each country to allow its usage in different applications. In this respect, key consideration should be given to wastehierarchy and import/export regulations.
Waste Hierarchy
A Waste Hierarchy identifies the types of disposition that are more preferred and less preferred for products when they reach their end of life. Under the hierarchy, material recovery (or recycling) is higher on the scale than energy recover, as it allows keeping the materials in use as much as possible.
• In the US and Europe, respectively 33% and 54% of ELT are recycled and used as material in new products. The use of rCB in tires and rubber products would help increase these material recovery rates. Consequently, this will reduce the number of tires used in energy recovery.
• In Europe;
*The material must be recognized as a “product” rather than “waste” in every country; and
* rCB must meet the definition of a “product” in every country. This will facilitate the use of recycled materials and foster a sustainable/circular use of natural resources.
Additionally, as a product, rCB must comply with all chemical and product regulations, such as REACH in Europe.
Import and Export
Some countries ban or limit the export and import of wastes, and more countries are considering such regulations.
Because the objective of this initiative is to promote the use of rCB as a substitute for virgin raw material, rCB should comply with the same trade regulations applicable to vCB.
III. Materials Standards and Specifications
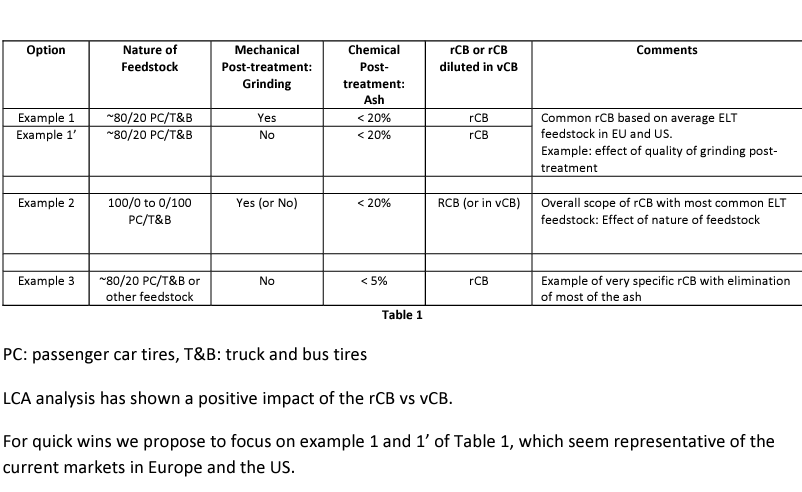
Description of rCB Recovered Carbon Black can be defined based on a selection of the feedstock, the type of pyrolysis process, the presence or absence of a specific post pyrolysis process (for example, a grinding step), the presence of a chemical post treatment (ash content reduction and/or increase surface activity), and the physical form of the rCB – either pure or diluted in vCB. Table 1 below illustrates some examples based on these criteria.
Traceability:
The origin and type of ELT must be checked and verified. In general ELT’s from local markets should be sourced for rCB to maximize sustainability. Specific to the EU (with reference to paragraph related to REACH), the ELT and/or rubber goods must be collected from within the European market.
IV. Closing
Out of Scope
In maintaining our focus on pyrolysis and rCB, there are aspects this work will not directly address, including: ELT collection; Technology funding and industrialization (TRL 6 to 8); Economic viability across the value chain. Our hope, however, is that acceleration of the rCB market through ELT pyrolysis will have an indirect, positive impact on these out-of-scope aspects.
Conclusion
We have both set goals to make our products more sustainable, and ultimately 100% sustainable by 2050. Meeting that target is a process that no one company can achieve alone. Sustainability will be an industry wide effort. It is our hope that through our “Call to Action” and the initial steps outlined in this paper, the rubber industry will continue to move toward a more sustainable future. While there will be more materials to research, we feel rCB from pyrolysis is the best first step toward becoming one of rubber’s first sustainable suppliers.
Next Steps
As our industry continues its sustainability journey there are next steps, we feel are necessary to support the rCB industry and ultimately achieve our vision of 100% sustainability. This includes the need to gather input from industry members and technical groups, which is critical to understanding rCB’s technical and specification requirements. We also need to understand the scope of available materials and support the growth of a strong rCB ecosystem. Accordingly, we will continue to work with industry leaders who have engaged with us after the call to action and get feedback on the position paper to better define the next steps as we move towards construction of the final white paper.
Development of a strong rCB infrastructure will help the broader rubber industry weather variations that are inherent in CB from Petro based feed stocks. This will benefit our industry both as being environmentally conscious and can provide added resiliency to world events.
You can return to the main Market News page, or press the Back button on your browser.